Building a distinctive brand in the competitive commercial fitness industry requires more than standard off-the-shelf products. Today, distributors, gym franchises, and boutique studio owners require tailored equipment solutions that encapsulate their unique brand identity while meeting stringent international compliance standards.
This comprehensive B2B case study showcases how Mybuff, a leading global Pilates and wellness manufacturer, utilizes its premium Private Label Manufacturing infrastructure to scale fitness brands across international markets. By analyzing the core technical engineering, full-scale OEM/ODM custom capabilities, and stringent international quality control certifications as shown in our official documentation, this case study serves as a practical blueprint for high-volume commercial B2B procurement.
Tailored Core Bed Solutions: Full-Scale Customization for Brand Identity
A primary barrier for premium fitness brands is sourcing a manufacturer capable of matching precise, brand-specific aesthetic and engineering requirements. True private label manufacturing goes far beyond simply stamping a logo on a generic frame; it encompasses complete bespoke equipment tailoring.
As demonstrated in Mybuff provides a structured customization framework allowing B2B buyers to configure their perfect Pilates core bed from the ground up:
-
Designed to Your Specifications: Every apparatus can be modified in size, width, and functional layout to fit distinct commercial studio configurations.
-
Aesthetic Personalization: Brands can select from a wide palette of contemporary upholstery and frame colors to maintain a unified interior design language.
-
Logo Customization: Advanced private-label branding options (including embossing, laser etching, and custom nameplates) are integrated seamlessly into the manufacturing line to confidently showcase your unique brand identity.
By offering dedicated, tailored core bed solutions engineered for excellence, direct-factory partnerships empower distributors and studio chains to break free from generic templates and establish high-value market positioning.

Core Advantages: Premium Mechanical Engineering and Material Science
The true value of a private label manufacturing partner lies in the mechanical integrity of their components. Commercial Pilates apparatuses operate under continuous, high-dynamic tension. Using inferior raw materials results in premature part failure, excessive mechanical noise, and costly legal liabilities for gym operators.
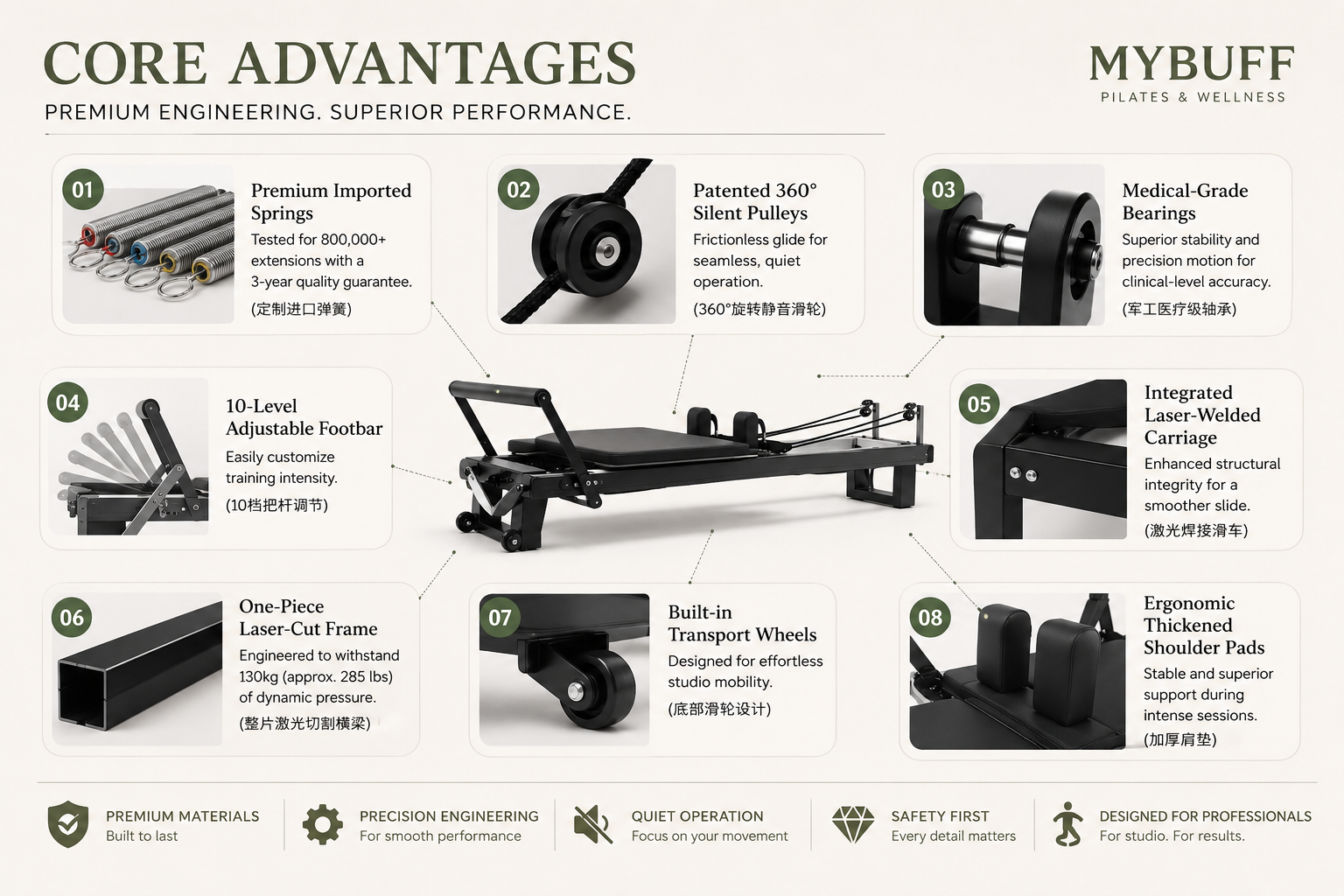
As detailed in the technical blueprint, the structural authority of Mybuff equipment is backed by eight core engineering advantages built to last:
-
Premium Imported Springs: Every spring is meticulously tested for over 800,000+ extensions and is backed by a 3-year quality guarantee to ensure uniform, predictable resistance profiles over a long service lifespan.
-
Patented 360° Silent Pulleys: Utilizing custom-engineered swivel tracking housings, these pulleys provide a frictionless glide for seamless, whisper-quiet operation in high-end studio environments.
-
Medical-Grade Bearings: These bearings deliver superior stability and precision motion profiles for clinical-level accuracy during targeted physical therapy and rehabilitation routines.
-
10-Level Adjustable Footbar: This heavy-duty assembly allows clients to easily customize training intensities to accommodate diverse body types and skill levels.
-
Integrated Laser-Welded Carriage: Advanced continuous welding enhances structural integrity across moving assemblies for a notably smoother slide.
-
One-Piece Laser-Cut Frame: Precision-cut crossbeams are engineered to effortlessly withstand a minimum of 130kg (approx. 285 lbs) of continuous dynamic pressure.
-
Built-in Transport Wheels: High-density polyurethane wheels are integrated directly into the base architecture, designed for effortless studio mobility and rapid room reconfiguration.
-
Ergonomic Thickened Shoulder Pads: Anatomically contoured supportive padding ensures stable and superior cushion support during high-intensity contrology sessions.
Certified Manufacturing Standards: Uncompromising Global Compliance
For high-volume international distributors and enterprise-level importers, verifying a manufacturer's global compliance portfolio is an essential risk-mitigation step. Without authentic, audited international certifications, shipments face severe customs delays, border seizures, or commercial insurance invalidation in regions like the European Union and North America.
As displayed in 证书.png, the Mybuff manufacturing facility runs a fully transparent, highly audited production environment that conforms to leading global quality management and safety criteria:
| Certification Authority | Compliance Standard | Operational Definition for B2B Importers |
| ISO 9001:2015 | Quality Management System | Guarantees consistent product quality, lean manufacturing, and customer satisfaction tracking. |
| ISO 14001:2015 | Environmental Management System | Certifies eco-friendly, sustainable manufacturing practices and waste-reduction metrics. |
| ISO 45001:2018 | Occupational Health & Safety | Validates a safe workplace environment and strict employee protection protocols. |
| CE Certificate | Conformité Européenne (EN ISO 20957) | Confirms full compliance with European Union safety, health, and environmental requirements. |
| RoHS Compliant | Restriction of Hazardous Substances | Ensures all polymers, vinyl upholstery, and coatings are free from hazardous materials. |
| BSCI Audited | Business Social Compliance Initiative | Verifies ethical sourcing, social compliance, and responsible business behavior across the supply chain. |

Supply Chain Scale: Delivering Creative Craftsmanship From China to the World
The ultimate validation of a private label partner is their verified history of successful global fulfillment. Enterprise buyers require a reliable supply chain partner who can seamlessly bridge the gap between creative craftsmanship and mass industrial scale.
According to the official factory capabilities, Mybuff has built a massive global footprint over a decade of dedication:
-
10+ Years of Manufacturing Excellence providing deep technical industry expertise.
-
30+ Countries Served Worldwide, showcasing robust familiarity with international maritime freight and customs clearance procedures.
-
500+ Commercial Studios Equipped Globally, demonstrating deep practical experience in high-volume contract fulfillment.
-
Trusted by 1000+ Clients in 60+ Countries, establishing a reputation as a highly reliable global partner for on-time delivery and stable production capacity.
By pairing meticulous Chinese craftsmanship with highly efficient automated manufacturing processes, the factory ensures that premium materials, precision engineering, and safety-first design principles remain accessible to growing boutique brands worldwide.
Whether your business model requires customized OEM solutions or complete OBM supply chain infrastructure, anchoring your brand with a certified manufacturing standard is the single most effective strategy for capturing long-term fitness market share.
